")
Mayor Eficiencia mediante Fermentación
La tecnología de fermentación es crucial en la preparación de API, mejorando eficazmente el rendimiento y la calidad del producto, al tiempo que reduce costes y carga medioambiental.


Nuestra fortaleza se centra en equipos para la industria farmacéutica que requieren condiciones de proceso complejas y especificaciones técnicas exigentes.
Por ejemplo, en el proceso de preparación de principios activos farmacéuticos (API), abarcamos operaciones de mezcla y agitación en etapas como síntesis de fármacos, fermentación, cristalización y secado.
Los reactores y tanques de cristalización pueden utilizarse para sintetizar materias primas e intermedios farmacéuticos como antibióticos, hormonas y vitaminas, así como para la síntesis de productos biológicos como enzimas, proteínas y péptidos.
En el proceso de fabricación de API, la aplicación de la tecnología de fermentación es de vital importancia, no solo porque puede aumentar el rendimiento y la calidad del producto, sino también porque reduce los costes de producción y la carga medioambiental.
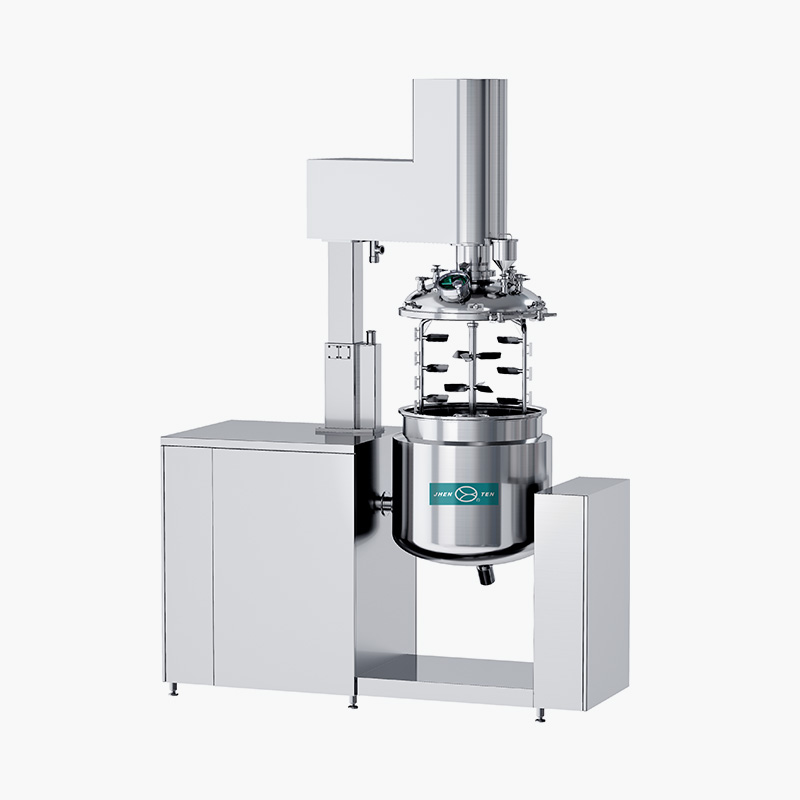
El fermentador JTRZF de Jhenten se utiliza principalmente para la producción de diversas sustancias biológicamente activas, como antibióticos, aminoácidos, vitaminas y proteínas. En las etapas de cristalización y secado, el filtro-lavador-secador JTNB (tres en uno) se emplea para operaciones de filtración, lavado y secado de materiales como API e intermedios, logrando así la purificación y preparación del producto.
La tecnología de fermentación es crucial en la preparación de API, mejorando eficazmente el rendimiento y la calidad del producto, al tiempo que reduce costes y carga medioambiental.
")
El fermentador JTRZF de Jhenten es apto para la producción de sustancias biológicamente activas como antibióticos, aminoácidos, vitaminas y proteínas.
")
El filtro-lavador-secador JTNB integra tres funciones en un solo equipo, realizando operaciones de purificación y secado de API e intermedios farmacéuticos.
En el tratamiento de líquidos farmacéuticos y recuperación de disolventes, el sistema de evaporación con bomba de calor de baja temperatura Supervapor ofrece ventajas de innovación, alta eficiencia y ahorro energético. Permite la evaporación y concentración de materiales a bajas temperaturas, protegiendo así los principios activos de los fármacos y mejorando su pureza. Por ejemplo, en la producción de antibióticos, el evaporador de baja temperatura elimina eficazmente el agua u otros componentes volátiles del líquido, contribuyendo a aumentar la pureza y estabilidad del antibiótico, reduciendo costes de producción y disminuyendo la contaminación ambiental.
El sistema de evaporación con bomba de calor de baja temperatura Supervapor, aplicado a la recuperación de disolventes en la fabricación de API, utiliza una pequeña cantidad de energía externa para separar el disolvente de los residuos líquidos mediante un ciclo termodinámico. La ventaja de este sistema radica en que su operación no requiere un agente calefactor externo, consumiendo únicamente una pequeña cantidad de electricidad, por lo que es especialmente adecuado para la recuperación y reutilización de disolventes presentes en efluentes líquidos.
Sistema de Evaporación de Alta Eficiencia Energética
Supervapor utiliza el principio de bomba de calor de baja temperatura, logrando un proceso de evaporación eficiente y con bajo consumo energético.
Concentración a Baja Temperatura que Protege la Actividad del Fármac
Permite completar la evaporación y concentración a temperaturas relativamente bajas, protegiendo eficazmente los principios activos y mejorando la pureza y estabilidad del producto.
Herramienta Esencial para la Purificación de Antibióticos
Ampliamente utilizado en la producción de antibióticos, elimina agua y componentes volátiles, aumentando la pureza del producto y reduciendo la contaminación.
Sin Necesidad de Agente Calefactor Externo
El sistema opera mediante un ciclo termodinámico, sin requerir calderas ni vapor, funcionando únicamente con un consumo reducido de electricidad.
Recuperación Eficiente de Disolventes
En la preparación de principios activos farmacéuticos (API), permite recuperar disolventes útiles de los efluentes líquidos, facilitando la reutilización de recursos y el ahorro de costes.
Beneficio Dual: Reducción de Costes y Emisiones
Reduce simultáneamente los costes de producción y la carga medioambiental, contribuyendo a la transformación ecológica de los procesos farmacéuticos.
En la industria farmacéutica de principios activos, el sistema CIP se aplica principalmente a la limpieza y desinfección de equipos. Mediante dispositivos fijos de limpieza in situ, realiza procesos automatizados de limpieza y desinfección, reduciendo eficazmente la intervención manual y el tiempo de operación. Al mismo tiempo, la aplicación del sistema CIP mejora el nivel de limpieza e higiene de los equipos, garantizando así la calidad y seguridad de la producción farmacéutica.
")
Limpieza Automática In Situ
El sistema CIP realiza la limpieza y desinfección automatizada mediante equipos fijos, sin necesidad de desmontaje
")
Reducción de la Intervención Manual
El proceso de limpieza no requiere operación manual, aumentando la eficiencia y acortando los tiempos de operación
")
Mejora del Nivel de Higiene
El sistema alcanza altos estándares de limpieza, garantizando la higiene de los equipos y cumpliendo con los requisitos GMP
")
Garantía de Seguridad del Producto Farmacéutico
Aumenta el nivel de limpieza, protegiendo desde el origen la calidad y seguridad del proceso de producción farmacéutica
Obtenga nuestro catálogo digital y descubra soluciones personalizadas para su industria.
Ver más

¡Solicite gratis soluciones sectoriales, simulaciones de procesos y casos de éxito!
Contáctenos ahora Preste atención a la cuenta pública de Wechat
Preste atención a la cuenta pública de Wechat
 Acceso a la versión móvil
Acceso a la versión móvil